江苏锋利机械科技有限公司
手机:186 5138 4808 孙女士
传真:0513-88211462
网 站:www.jsfljc.cn
公司地址:江苏省海安市李堡镇东环路
欢迎访问江苏锋利机械科技有限公司(原南通锋利机床有限公司)官方网站!
咨询热线:
186 5138 4808

江苏锋利机械科技有限公司
手机:186 5138 4808 孙女士
传真:0513-88211462
网 站:www.jsfljc.cn
公司地址:江苏省海安市李堡镇东环路
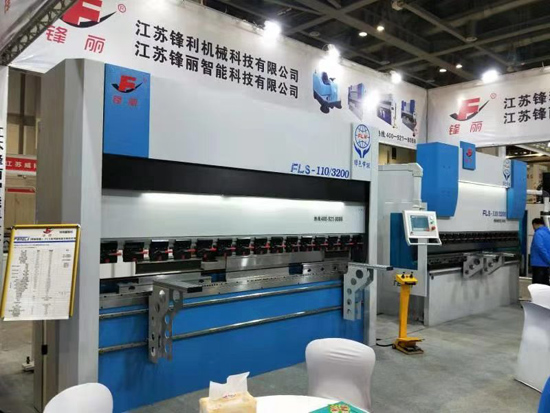
| 电液伺服数控折弯机 |
| 来源: 点击数:4707次 更新时间:2019/11/25 14:08:03 |
性能简介: ● 整体焊接加工结构 ● 进口国际知名平牌电液伺服阀及光栅尺构成闭环控制方式 ● 滑块位置反馈精度高,运行准确平稳,同步性能好,折弯精度、滑块重复定位精度高。 ● 后挡料可根据客户需求采用功能更为齐全的多个后挡料轴的后挡料机构。 ● 液压系统采用集成式控制系统,减少了管路安装,客服漏油现象,确保了机床的工作稳定性,外形科学美观。 ● 液压挠度自动补偿机构,消除了滑块变形对工件质量的影响,数控系统自动调整补偿量,操作方便准确。 ● 数控系统采用荷兰DELEM、意大利ESA、瑞士CYBELEC等知名品牌折弯机专用数控系统。
标准配置说明: ● 液压系统:德国BOSCH ● 伺服电机及驱动:南京埃斯顿 ● 光栅尺:德国HEIDENHAIN意大利GIVI ● 滚珠丝杆、直线导轨:台湾HIWIN ● 主要电气元件:法国SCHNEIDER ● 工作台补偿方式:液压补偿或机械补偿 ● 带导轨简易可调节移动前支架
液压挠度补偿机构工作原理 折弯过程中,滑块与工作太因受力产生一定量的变形造成折弯工件角度不一致,尤其是不锈钢一类的热轧板,反弹力大,误差也较大。本系列折弯机采用工作台液压自动挠度补偿机构,它是由一组安装在下工作台里的油缸组成,每个补偿油缸的位置、大小是根据滑块、工作台有限元分析的挠度补偿曲线设计而成,液压补偿是通过前中后3块立板之间的相对位移,来实现中立版的凸起补偿,其原理是通过钢板本身的弹性变形实现凸起,所以其补偿量可以在工作台的弹性范围内实现调节。
|
| 【刷新页面】【加入收藏】【打印此文】 【关闭窗口】 |
| 上一篇:QC12K系列数控液压摆式剪板机 下一篇:数控开槽机 |